
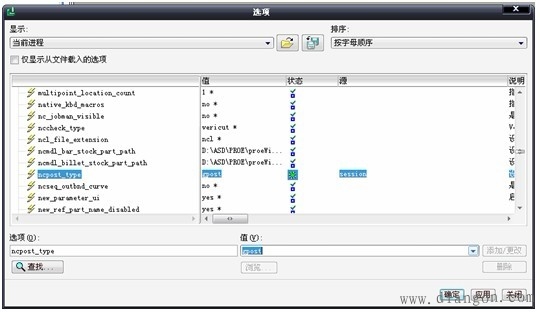
 图1 配置文件config.pro对应的“选项”对话框
二、选配文件的创建
图1 配置文件config.pro对应的“选项”对话框
二、选配文件的创建 图2 选配文件生成器界面其中“File”菜单如图3所示,选配文件的文件操作主要在此菜单中进行。
图2 选配文件生成器界面其中“File”菜单如图3所示,选配文件的文件操作主要在此菜单中进行。
 图3 “File”菜单及功能其中“Utilities”菜单如图4所示,用于改变工具条显示的位置、字体和颜色等。
图3 “File”菜单及功能其中“Utilities”菜单如图4所示,用于改变工具条显示的位置、字体和颜色等。
 图4 “Utilities”菜单及功能其中“Help”菜单如图5所示,用于提供帮助信息。
图4 “Utilities”菜单及功能其中“Help”菜单如图5所示,用于提供帮助信息。
 图6 “Define Machine Type”对话框“Define Machine Type”的具体内容:
图6 “Define Machine Type”对话框“Define Machine Type”的具体内容:
 图7 “Define Option File Location”对话框其中要求文件名称必须是确定的,对于铣削加工为uncx01,文件扩展名pxx,其中xx就是标识号,输入范围是1~88。
图7 “Define Option File Location”对话框其中要求文件名称必须是确定的,对于铣削加工为uncx01,文件扩展名pxx,其中xx就是标识号,输入范围是1~88。
 图10 “Option File Initialization”对话框此处选择第2项“用系统提供的默认选配文件作为模版,按Next按钮。
图10 “Option File Initialization”对话框此处选择第2项“用系统提供的默认选配文件作为模版,按Next按钮。
 图11 “Select Option File Tempate”对话框此处选择第10个“FANUC 16M CONTROL”,按Next按钮。
图11 “Select Option File Tempate”对话框此处选择第10个“FANUC 16M CONTROL”,按Next按钮。
 图12 “Option File Title”对话框此处输入“FANUC 16M CONTROL For XD-40”作为主题,该主题在以后打开此选配文件进行修改时,将显示在文件列表框中,按Next按钮。
图12 “Option File Title”对话框此处输入“FANUC 16M CONTROL For XD-40”作为主题,该主题在以后打开此选配文件进行修改时,将显示在文件列表框中,按Next按钮。
 图13 完成初始化后的“Option File Generator”对话框“Type,Specs,&Axes” 机床类型;
图13 完成初始化后的“Option File Generator”对话框“Type,Specs,&Axes” 机床类型;
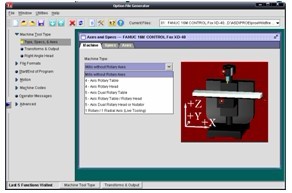 图14 机床联动轴数设置内容2) 文件格式及设置,如图15所示。
图14 机床联动轴数设置内容2) 文件格式及设置,如图15所示。
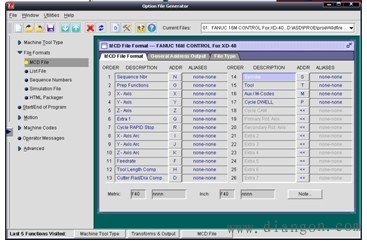 图15 文件格式及设置3) 程序起始与结束设置,如图16所示。
图15 文件格式及设置3) 程序起始与结束设置,如图16所示。
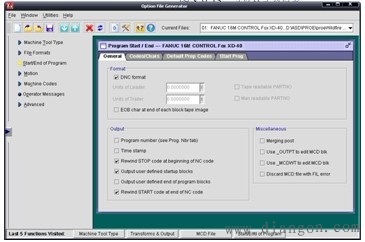 图16 General 选项页设置内容4) 机床运动相关设置,如图17所示。
图16 General 选项页设置内容4) 机床运动相关设置,如图17所示。
 图17 机床运动相关设置子项①General选项页设置的内容,如图18所示。
图17 机床运动相关设置子项①General选项页设置的内容,如图18所示。
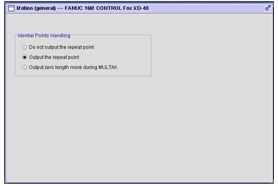 图18 General选项页设置的内容②Linear选项页设置的内容如图19所示,用于设置直线插补的G代码。
图18 General选项页设置的内容②Linear选项页设置的内容如图19所示,用于设置直线插补的G代码。
 图19 Linear选项页设置的内容③Rapid选项页设置内容如图20所示,用于设置与快速运动有关的参数。
图19 Linear选项页设置的内容③Rapid选项页设置内容如图20所示,用于设置与快速运动有关的参数。
 图20 Rapid选项页设置内容④Circular主选项中General选项页设置内容,如图21所示。
图20 Rapid选项页设置内容④Circular主选项中General选项页设置内容,如图21所示。
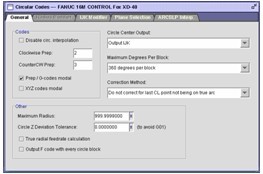 图21 Circular主选项中General选项页设置内容⑤Cycles主选项中包含多个选项页设置的内容,如图22所示,主要用于固定循环的一些参数的设定。
图21 Circular主选项中General选项页设置内容⑤Cycles主选项中包含多个选项页设置的内容,如图22所示,主要用于固定循环的一些参数的设定。
 图22 Cycles主选项中包含多个选项页设置的内容⑥Curve Fitting选项页设置如图23所示,用于曲线拟合的一些参数。
图22 Cycles主选项中包含多个选项页设置的内容⑥Curve Fitting选项页设置如图23所示,用于曲线拟合的一些参数。
 图23 Curve Fitting选项页设置内容5) 机床加工代码相关设置,如图24所示。
图23 Curve Fitting选项页设置内容5) 机床加工代码相关设置,如图24所示。
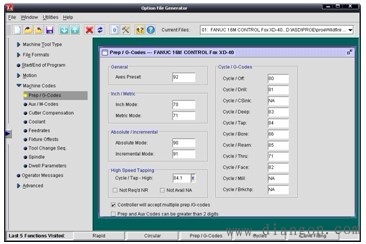 图24 机床加工代码相关设置子项6) 操作提示信息相关设置,可以定义操作信息格式,如图25所示。
图24 机床加工代码相关设置子项6) 操作提示信息相关设置,可以定义操作信息格式,如图25所示。
 7)高级选项相关设置,如图26所示。
7)高级选项相关设置,如图26所示。

全站搜索