

图 FX-20P-E 型编程器的面板示意图
( 1 )功能键
11 个功能键在编程时的功能简述如下:
①【 RD/WR 】:读出 / 写入;【 INS/DEL 】:插入 / 删除;【 MNT/TEST 】:监视 / 测试。以上 3 个功能键交替起作用,按一次时选择第一个功能,再按一次选择第二个功能,编程器当时的工作状态显示在液晶显示屏的左上角。
②其它键【 OTHER 】:在任何状态下按此键,立即进入工作方式的选择。
③清除键【 CLEAR 】:如在按【 GO 】键前(即确认前)按此键,则清除键入的数据。另外,此键也可用于清除显示屏上的出错信息或恢复原来的画面。
④帮助键【 HELP 】:按下【 FNC 】键后按【 HELP 】键,显示应用指令一览表,再按下相应的数字键,就会显示出该类指令的全部指令名称。在监视方式下按该键时,进行十进制数和十六进制数的转换。
⑤空格键【 SP 】:在输入多参数的指令时,用此键指定元件号或常数。在监视工作方式下,若要监视位编程元件,先按下【 SP 】键,再输入该编程元件的元件号。
⑥步序键【 STEP 】:若需要显示某步的指令,可用此键设定步序号。
⑦光标键【↑】、【↓】:用此键移动光标和提示符,指定当前元件的前一个或后一个元件,作行滚动。
⑧执行键【 GO 】:此键用于指令的确认、执行,显示后面的画面(滚动)和再搜索。
( 2 )指令键、元件符号键和数字键
指令键、元件符号键、数字键均为双功能键,上部为指令助记符,下部为元件符号或数字,上、下部的功能根据当前所执行的操作自动进行切换。下部的元件符号【 Z/V 】、【 K/H 】、【 P/I 】交替起作用。
( 3 )液晶显示器
在编程时,液晶显示器的画面组成如下:
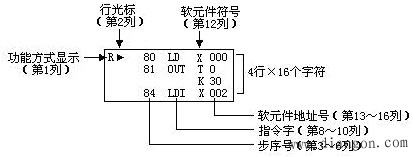
液晶显示屏可显示 4 行,每行 16 个字符,第一行第一列的字符代表编程器的工作方式。其中:
R ( Read ):读出程序;
W ( Write ):写入程序;I ( Insert ):将程序插入光标“![]() ”所指的指令前;
”所指的指令前;
D ( Delete ):删除光标“![]() ”所指的指令;
”所指的指令;
M ( Monitor ):监测工作状态,可以监视位编程元件的 ON/OFF 状态和字编程元件内的数据,还可以对基本逻辑指令的通断状态进行监视;
T ( Test ):测试工作状态,可以对位编程元件的状态以及定时器和计数器的线圈强制 ON 或强制 OFF ,也可以对字编程元件内的数据进行修改。
2. HPP 的操作过程
( 1 )操作准备
用 HPP 带的电缆 FX-20P-CAB0 连接 HPP 和 plc 。
( 2 )方式选择
用 HPP 的键操作进行联机 / 脱机方式和功能的选择。
( 3 )编程
将 PLC 内部用户程序存储器的程序全部清除,然后用编程器的编辑功能进行编程。
( 4 )监视
监视写入的程序是否正确,同时确认所指定元件的动作和控制状态。
( 5 )测试
对所指定元件进行强制 ON/OFF 和常数修改。
二、HPP 工作方式选择
1. HPP 工作方式选择
HPP 用于 FX 系列的 PLC ,它有在线( On Line ,或为联机)编程和离线(Off line ,或为脱机)编程两种工作方式。
按 OTHER 键,进入工作方式选择的操作,此时液晶屏幕显示的内容如下图所示。其中闪烁的符号“![]() ”指明了编程器目前所处的工作方式。用 【 ↑ 】或【 ↓ 】键将“
”指明了编程器目前所处的工作方式。用 【 ↑ 】或【 ↓ 】键将“![]() ”移动到选中的方式上,然后再按 【 GO 】键,就进入所选定的工作方式。
”移动到选中的方式上,然后再按 【 GO 】键,就进入所选定的工作方式。
|
标签:
全站搜索
|