
2024-01-20 16:18:51 | 人围观 | 评论:
因此,具有高性能、高可靠性的核心部件——变频器,已成为高品质硅钢生产的重要保证。中冶南方E-CONVERT变频器以15年的技术积淀,在此领域取得突破,成功应用于安钢冷轧电磁新材料工程1#硅钢连续退火涂层机组SCAL1,开创了国产变频器在冷轧连退处理线的全线应用的先例,在冶金连续生产中对于国产替代进口具有示范意义。
应用场景
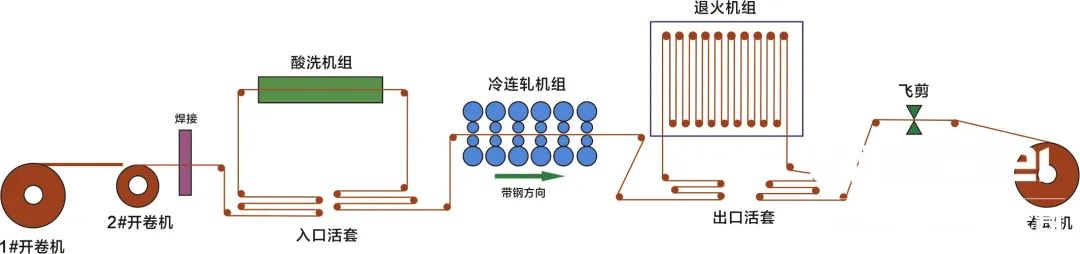
安钢1#退火机组设计产能为20万吨/年、工艺速度达150m/min,带钢厚度为0.20~0.65mm,带钢宽度为950~1250mm。主要用于生产高中低牌号及高磁钢无取向硅钢。连续退火处理线是将钢卷展开进行退火处理,最后卷取起来的一系列设备。设备类型大体分为三部分:入口设备、工艺段设备、出口设备,包含了开卷取机、活套、张力辊、退火炉等关键设备。
应用特点
根据不同的工艺需求,中冶南方自动化对安阳硅钢连续退火线采用张力分段控制方式,通过张力辊对入出口带钢张力放大或缩小的作用,满足入口段张力、工艺段张力、出口段张力需求,保持带钢稳定地运行。其中入口段带钢最大速度为210m/min,工艺段最大速度为150m/min,出口段最大速度为210m/min,穿带速度为30m/min,甩尾速度为30m/min。
1、与张力控制相匹配的控制方式
对于钢卷小车,采用Vf控制,满足频繁加减速以及恒速稳定运行需求;对于清洗段、夹送辊、转向辊以及部分转向夹送辊等,采用无PG矢量控制方式,确保在0~2s加减速时间下,能够正常稳定运行;对开卷曲机、张力辊、活套以及部分转向夹送辊,采用有PG矢量控制方式,当速度控制转矩限幅时,变频器应能稳定运行并根据转矩限幅值输出稳定的力矩。
2、无编码器控制在线切换
根据项目实际生产要求,首次在炉辊电机传动上同时采用了有PG矢量控制和无PG矢量控制两种模式,当炉辊电机编码器发生故障时可以在0.4s内完成无故障切换到无编码器反馈的矢量控制模式,大大增强了机组生产的连续性和稳定性。
3、炉内微张力控制
为满足现场要求,炉内变频器采用有PG矢量控制方式,保持带钢恒速运行的同时提供2~10 N/mm²张力需求,保持整个系统稳定运行。
4、应用全阶磁链状态观测器的开环矢量控制
采用中冶南方自动化自主研发的高性能的基于全阶磁链状态观测器的开环矢量控制,实现对电机速度的准确估测,在速度控制,转矩限幅的控制模式下稳定地输出恒定转矩和速度,保证生产线上带钢的稳定运行。
应用效果
机组中所有在线传动装置均使用中冶南方EC752整流器+EC751逆变器的公用直流母线多机传动方案,从应用效果来看,实现了电机速度控制精度<±0.1%,转矩响应时间小于15ms,速度阶跃响应时间不大于150ms的良好性能,炉内微张力控制精度,稳态时<±2%,动态时<±4.5%,保证了全机组稳定可靠的张力控制,为高精度、高质量、板形良好的高端无取向硅钢产品生产提供强有力的装备技术支持。
E-CONVERT变频器可靠性高,技术支持专业、响应快,适应性好,免除了生产运营的后顾之忧。在安钢电磁新材料工程首卷成品下线见证活动仪式上,安钢集团对中冶南方给予高度评价,夸赞中冶南方真正践行了“理性承诺 说到做到”的服务理念,抢回了长达两个多月的工期,实现了工程的如期顺利投产。
编辑:黄飞
全站搜索