首页
电工知识
机械维修
仪器仪表
工业控制
试题总结
安全用电
电力配电
电工配件
导航
本站搜索
电工知识
机械维修
仪器仪表
工业控制
试题总结
安全用电
电力配电
电工配件
家电弱电
业界资讯
通信技术
你的位置:
首页
>
工业控制
>
工业控制
最实用的PLC和人机界面的模板程序讲解
2024-02-01 02:32:15 |人围观 |
评论:
最简单、最实用的
PLC
和人机界面的“万能模板程序”。分享的这个程序框架虽然没有那么高深,但对于一般的设备,按照这个思路来做程序足够。
首先分享PLC的框架程序:
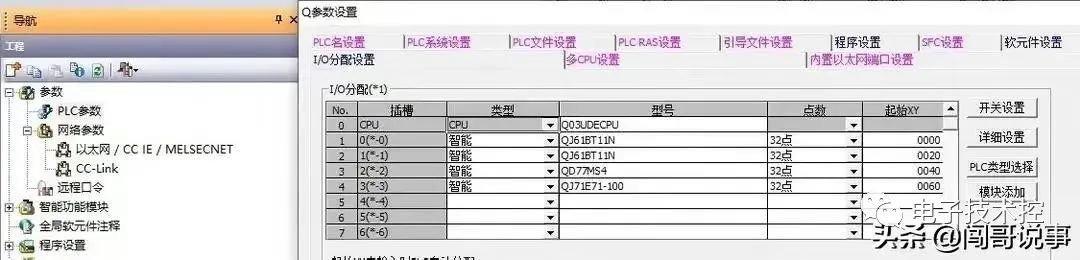
1.设置PLC相关
参数
你要设置好PLC相关参数,
网络
参数等。例如:I/O分配、软元件设置、
以太网
设置。
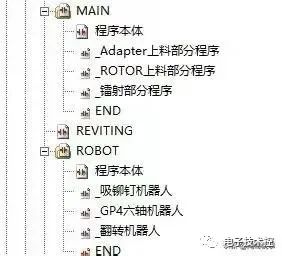
2.程序内容分配
程序内容分配因人而异,大致分为两类:
①.按照程序结构来分配:主程序、报警程序、复位程序、数据相关程序等。
②.按照设备动作类型分配:上料程序、下料程序、铆接程序、
机器人
程序等。
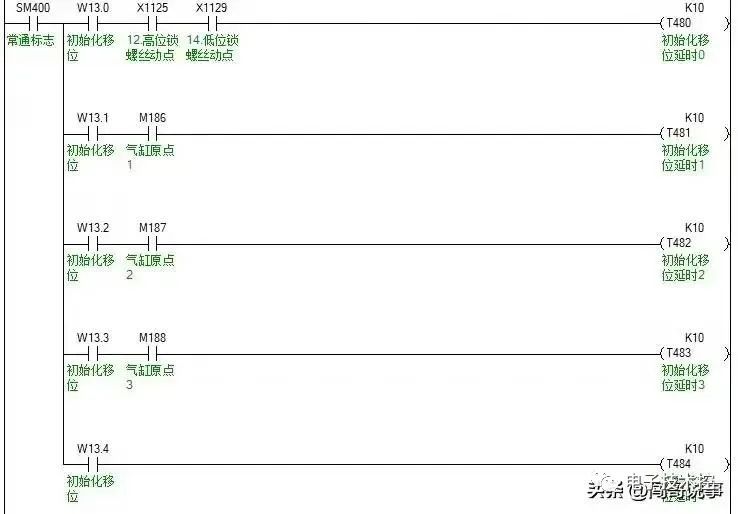
3.初始化程序
初始化程序是对PLC程序进行数据、逻辑步骤等的初始化。初始化常见两种方式,一、是PLC上电自动进行数据初始化;二、是手动进行数据初始化,程序第一次进行自动开机的时候,需要进行初始化操作。
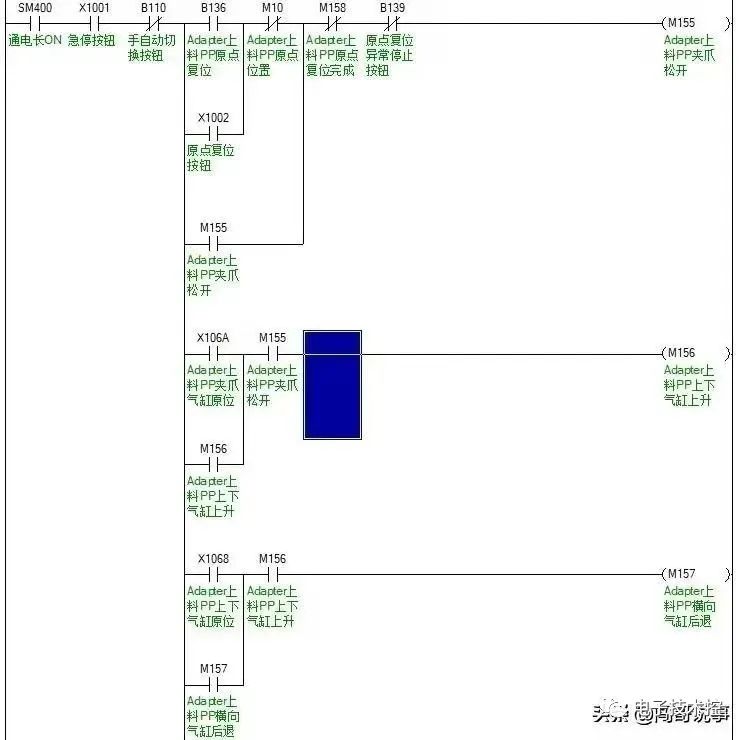
4.原点复位程序
原点复位程序是指:在手动状态下设备的动作回到原点位置的操作。其实原点复位程序就一键复位的“自动程序”。
5.手动程序
手动程序包含:整个设备里所有控制元件的手动动作,例如:气缸动作、马达动作、伺服动作、电缸动作等。
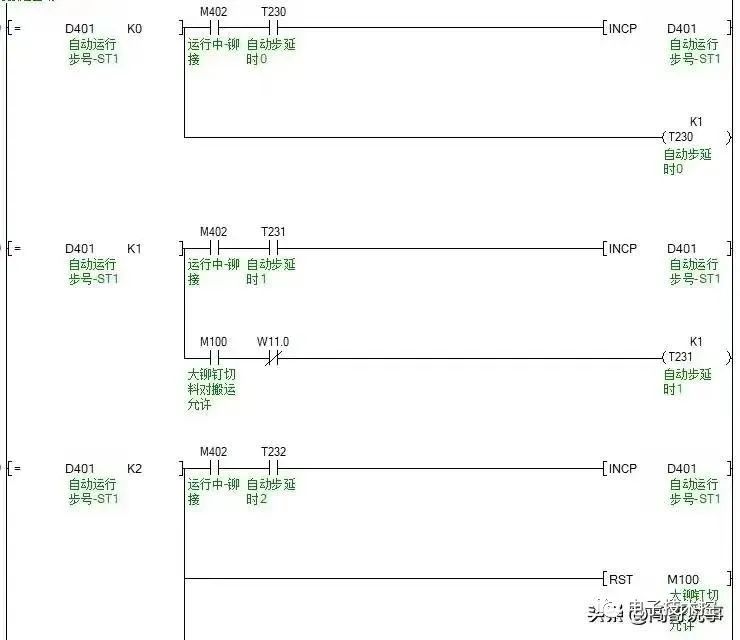
6.自动程序
手动动作程序完成后,你需要编写自动程序,自动程序其实就是把所有的手动动作按照一定的逻辑顺序串联起来,最终实现一个正常周期动作的程序。
7.安全程序
安全程序要确保“物和人”的双重安全,你的程序要尽可能做到完美,要做到即使人工误操作也不会出事故,起到保护作用。
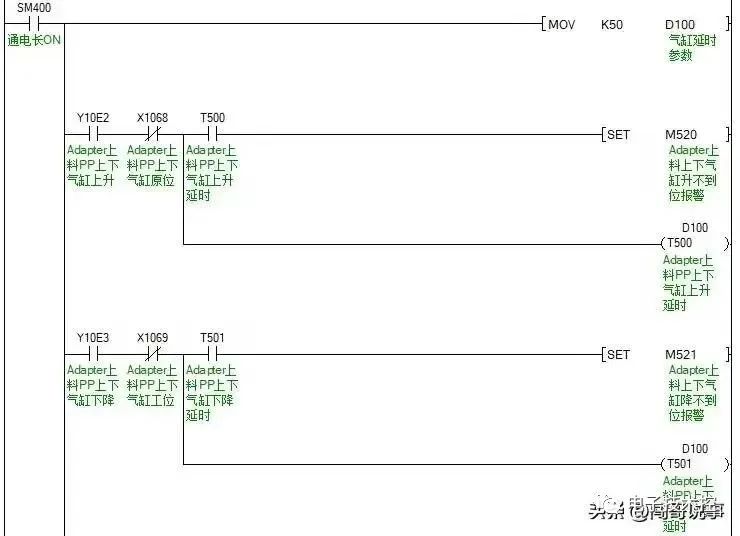
8.报警程序
报警程序就是设备故障提示,要尽可能的想周到想全面,确保设备故障停机有指示,而不是停机后不知道原因。
以上就是PLC的模块化程序。
接下来分享人机界面的框架模板程序:
1.开机画面
开机画面包含设备名称、
公司
名称、完成日期等。
2.运行画面
运行画面至少要能够有监视功能、操作功能和去往其它界面等的功能。
3.手动画面
在手动画面里,你可以实现在手动状态下操作设备里的任意一个动作部件。
4.配套控制元件的操作画面
设备中的其它控制元件,如:机器人、伺服马达、电缸等,你要可以在人机界面上进行相应的操作。
5.参数设置画面
设备里一些关键参数要可以在人机界面上进行设置,必要时需要设置密码以防止误操作。
6.报警画面
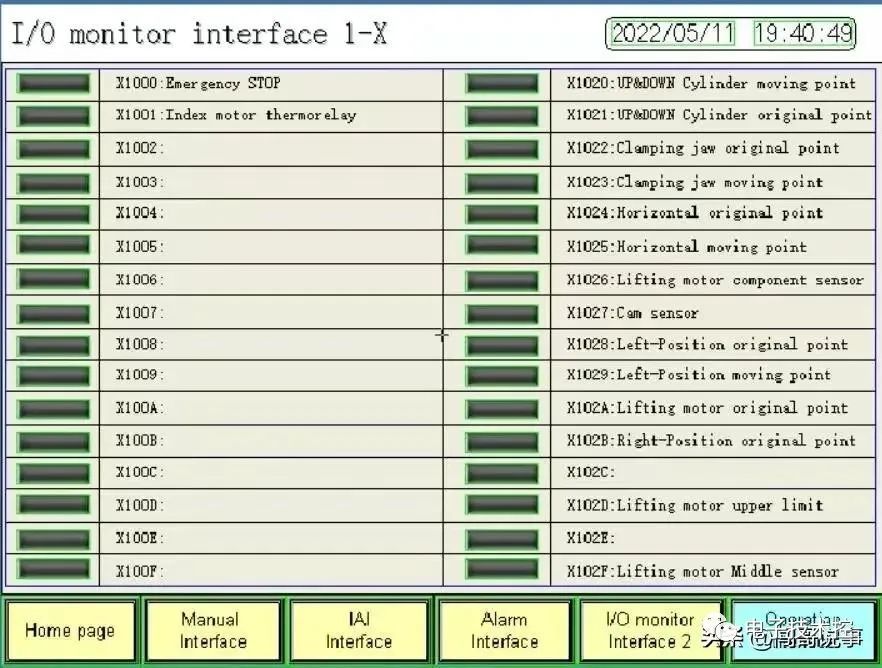
7.I/O监视画面
有了I/O监视画面,你可以不用查PLC程序就清楚明了的知道I/O的状态。
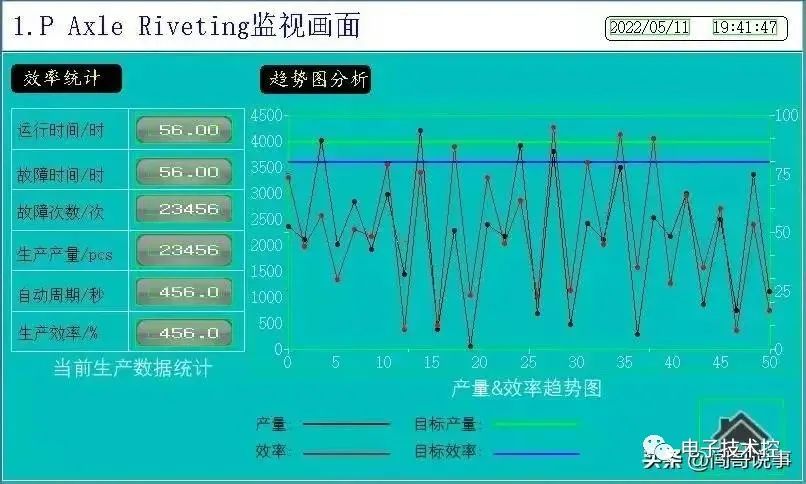
8.效率监视画面
效率监视画面包含:生产产量、周期、运行时间、故障时间等。同时,效率监视画面也可以显示相应的数据趋势图,最终实现生产数据的可视化。
以上就是人机界面的模板框架程序。
编辑:黄飞
< 上一篇
电工和PLC进阶知识分享
标签:
[db:tags]
相关内容推荐:
2024-02-01
最实用的PLC和人机界面的模板程序讲解
推荐阅读
什么都不会可以学习电工吗?电工难学吗?电工应该怎么样入门?电工应该怎么样学精通?
安防门禁系统常见故障及维修方法
智能门锁用什么电池好?智能门锁电池用碳性好还是碱性好?常见5号AA电池选购指南
装修时零线火线接反了怎么办?老电工教您一招三分钟搞定
小型断路器上标数字都表示什么?小型断路器参数解析
电工经验分享:几个小窍门让你工作起来得心应手
万用表判断单相电机好坏方法图解
家装配电箱接线是否每个回路的零线都要接在零线排上?
电工入门到底该怎么样学习?电工入门应该五步走
电热水壶内部电路原理图及故障维修方法
最热文章
安装监控需要多少钱?人工费怎么算?安装监控收费标准
电容的公式
电热水壶内部电路原理图及故障维修方法
2020年电工职业资格证取消了?电工职业资格证退出国家目录
7812引脚图及参数,7812稳压电路图
雅迪电动车控制器接线图解读
plc编程工资多少一个月
新版电工证是不是只有电子版?电工证二维码能造假吗?新二维码电工证照图片
汽车电动车窗的组成和电路图工作原理图解
漏电保护器的动作电流和动作时间
全站搜索